



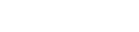
Automotive manufacturing witnesses the highest deployment of robotic automation. Welding, assembly, machine tending, material removal, part transfer etc. are the assembly operations best suited to robotic automation. However, when it comes to tasks that need judgement and decision making, there is still scope for improvement in the performance of robots. Wire harness is the nervous system of automobiles, consisting of wire and connector assemblies of multiple sizes and shapes. The harness carries various control and power signals between the main control unit, battery and various parts of the automobile. Assembling such cables with connectors requires high levels of skill and is most time -consuming. It involves pairing the cables with appropriate connectors and fixing the complex wiring structure inside the automobile. The task of installing wire harnesses in car bodies has traditionally been difficult for robots. Therefore, multiple approaches such as simplifying the harness architecture and improving the robot’s capabilities are being adopted to solve the complex problems associated with wire harness.
Wiring harness manufacturing process chain
The wiring harness manufacturing is divided into three main manufacturing areas, the cutting area, pre-assembly area, and final assembly area. The manufacturing process starts in the cutting area, in which automated machines cut wires with different cross-sections into predefined lengths, strip the cable isolation, and add seals and crimps. In the subsequent manufacturing area, workers execute special process steps, like twisting, splicing, and heat tube shrinking, either with semi-automated machines or manually. Furthermore, they manufacture small wire harness sub-assemblies, also referred to as modules. The last manufacturing area consists of multiple final assembly lines, in which workers gradually add wire harness components or prepared modules to a large assembly board. By performing final assembly tasks, like wire routing, wire insertion into connector cavities, and bundling multiple wires with tape, the workers realize the desired tree-like structure of the wiring harness. Finally, the wiring harness is tested regarding electrical functionality, hardware completeness and leakage. Then, the final product is either packaged for the just-in-sequence delivery to the automotive original equipment manufacturer (OEM), where it is installed into the vehicle, or sent to rework in case of a failed test.
For the wiring harness industry, it is noteworthy that the production steering and the degree of process automation vary significantly across manufacturing areas. Whereas the cutting area produces in batches according to the push-strategy, the final assembly line bases on the one-piece-flow principle to satisfy the OEM demand for a just-in-sequence delivery. The sub-assembly area constitutes a hybrid of both. The same gap applies to the degree of automation. Even though the final assembly accounts for 70% of the total production time, final assembly tasks are up to 90% manual. In contrast, the cutting area is highly automated and manual work is only required for quality assurance, machine-setup, and maintenance.


